DFM -- Is Your Design Easy to Make?
To Define the DFM
DFM (Design For Manufacturing) is a popular term. Basically it stands for how easy a design can be made. However, there is no standard what is a good DFM or bad DFM. With different equipment, different volume, different process, a design comes with different “easyness” to make. For example, a typical design for plastic injection is normally very hard or at least very costly for CNC machining. A long shaft with tolerance of 0.01mm is not really a problem for a Citizen “sliding headstock” lathe , but can be quite challenging for a conventional CNC lathe. So before we really start to talk about “DFM”, we have to define the working environment context.
Typical CNC Machining Service in China
Typical CNC level in china can handle tolerance 0.02mm, milling centers most commonly come with size of 450mm, 550mm, 650mm, 850mm and 1.5meter. Conventional CNC lathes are most popular here, yet ”sliding headstock“ lathes are not difficult to be found. 3 axis, 4 axis and 5 axis CNC machines are easy to find but five-axis linkage CNC machines are not widely used.
DFM Suggestions for Designers
Below, we will discuss DFM for CNC machining, more specifically “popular level CNC in China”. So here are the DFM suggestions for designers:
-
1.Avoid 0 Radius
Avoid using internal right angle at 0 radius. The reason is obvious. All tools on CNC machines have a radius. Any internal right angle at 0 radius can only be handled by either EDM or wire cutting, which normally cost more than CNC machines.
-
2.Avoid Thin Wall Thickness
Avoid any wall-thickness below 0.8mm. CNC machining is a metal cutting processing. When tools removing material from parts, there are forces applied on the parts. If the wall thickness is too thin, the processing force will cause unexpected deformation. For turning parts, clipping also can cause deform on thin wall-thickness. 0.8mm is just an estimation. It depends on what tool applied and how big is the part, but 0.8mm is a good estimation in most cases.
-
3.Avoid Long Precision Holes
Long precision holes are problematic. “Long Precision Holes” here means holes whose depth-to-diameter ratio is larger than 10 and tolerance is tighter than ±0.02mm. With great attention and right tools, these holes are still makable but costly. They are difficult to make because long and slim tools are easy to bent when cutting metals. When the tool bent, goes the tolerance.
A normal milling tool’s depth-to-diameter ratio is 8 to 10. There are extra long ones with a ratio of 15 or even 20, but the longer it gets, harder the tool material is and hence more cost. Even with harder material, tolerance is still a question.
For lathing process, best boring cutter has a depth-to-diameter ratio of 14, which is made by tungsten steel, while normal ones’ length-to-diameter ratio is 10. The longer it gets, the more easily for the tool to vibrate when cutting materials.
-
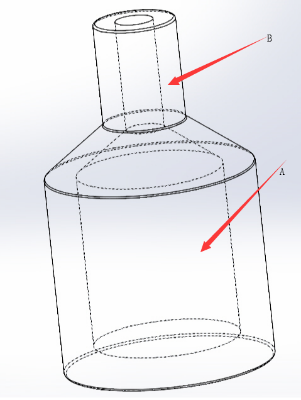
4.Avoid Undercuts
Undercut is a design feature which requires to cut under something. As show in the drawing below, to make feature A, material under B has to be removed first. Some undercuts can be made by customized cutting tools with a hook-like shape. But some are just not made-able, for instance, the drawing below can only be made by either 3D printing or a plastic blowing mold.
-
-
5.Avoid Complicated Curved Surfaces
Only use complicated curved surfaces when it’s absolutely necessary. A complicated curved surface here means a surface that not flat and cannot be created by revolving or stretching a flat curve, (a ball is a revolving of a circle, a cylinder is a stretching of a circle, a saddle is a complicated curved surface).. This kind of surfaces can only be made with a ball shape cutter. When form the surface, the tool only scratch the surface at its tangent direction and hence remove material at a very low rate. It takes much longer time to form such surface than normal flat surface, and hence a lot more cost.
-

-
6.Avoid Small Diameter
Obvious, small diameter means small diameter tools. When tools get smaller, higher speed spindle machine is needed. And smaller the diameter tools are, the easier for the tools to be broken or bent and hence cause failure on parts. Again considering average machine capability, diameter smaller than 1mm can cause more troubles than desired.
